Email: hujin@chinahujin.cn
 English
English русский
русский عربى
عربى
Автор: ХУДЖИН
Дата: Nov 07, 2025
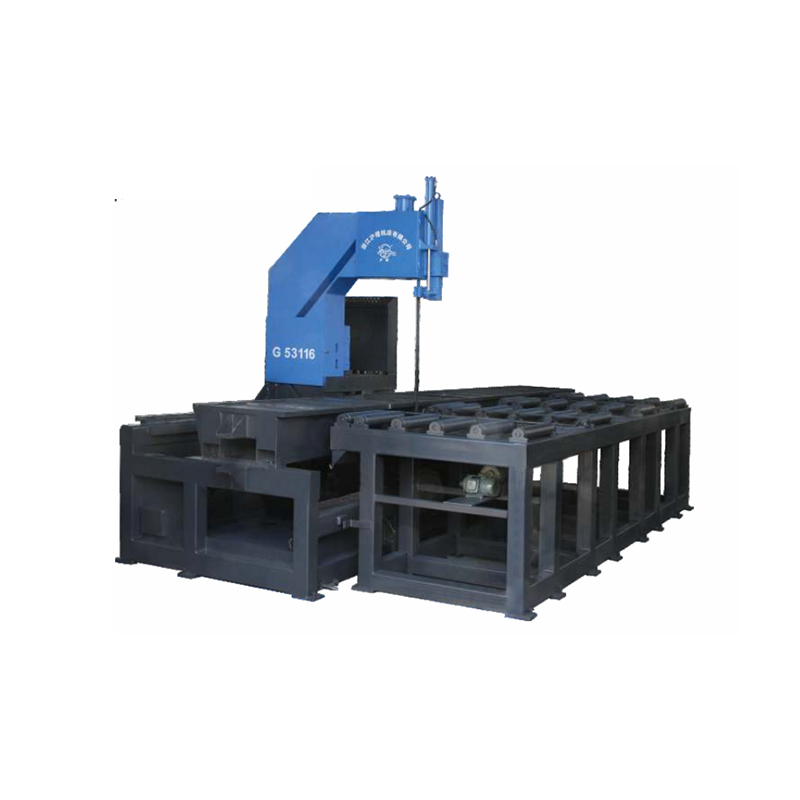
Предотвращение деформации заготовки при резке двухколонной ленточной пилой
В металлообработке и производстве контроль деформации заготовки во время резки является критической проблемой. Завод по производству двухколонных ленточных пил предназначен для высокоточной и тяжелой резки, но даже при использовании современного оборудования неправильное обращение может привести к изгибу, деформации или повреждению поверхности. Понимание факторов, способствующих деформации, и внедрение эффективных мер контроля обеспечивают качество и безопасность. Производители полагаются на правильный зажим, контроль подачи, выбор лезвий и системы охлаждения для поддержания точности размеров и сохранения целостности заготовок.

Важность правильного зажима заготовки
Одним из важных шагов по предотвращению деформации является надежная фиксация заготовки. Зажимные системы на заводе по производству двухколонных ленточных пил должны оказывать равномерное давление, не вызывая концентрации напряжений. Регулируемые тиски или гидравлические зажимы помогают равномерно распределять усилие по заготовке, предотвращая перемещение во время резки. Неправильный зажим может привести к вибрации или смещению, что приведет к неравномерному резу и необратимой деформации. Обеспечение правильного выравнивания заготовки с пильным полотном также важно для уменьшения напряжения скручивания и поддержания точности размеров.
Выбор подходящего пильного полотна
Выбор пильного полотна является еще одним ключевым фактором предотвращения повреждения заготовки. Ширина полотна, шаг зубьев и состав материала должны соответствовать типу и толщине заготовки. Например, узкое лезвие с мелкими зубьями подходит для тонких материалов, чтобы избежать изгиба, а более широкие лезвия лучше подходят для более толстых и жестких деталей. Использование слишком агрессивного лезвия может привести к чрезмерному усилию и нагреву, что приведет к деформации или дефектам поверхности. Правильно подобранное лезвие снижает сопротивление резанию и снижает вероятность коробления.
Контролируемая скорость подачи и скорость резания
Скорость подачи и скорость резания имеют решающее значение для сохранения целостности заготовки. Слишком быстрая подача может вызвать чрезмерную нагрузку на материал, вызывая изгиб или скалывание, а медленная подача может вызвать перегрев и локальную деформацию. Операторы должны регулировать скорость подачи в зависимости от твердости материала, толщины и типа лезвия. Многие современные станки с двойной колонной ленточной пилы оснащены автоматическим управлением подачей, которое оптимизирует скорость и давление, уменьшая ошибки оператора и обеспечивая равномерную резку. Контролируемые подача и скорость предотвращают перекручивание или смещение заготовки во время процесса резки.
Системы охлаждения и смазки
Тепло, выделяющееся во время резки, может размягчить металл и увеличить риск деформации. Системы охлаждения и смазки необходимы для поддержания контроля температуры и снижения трения. Непрерывный поток смазочно-охлаждающей жидкости сохраняет лезвие и заготовку холодными, уменьшая тепловое расширение и сохраняя стабильность размеров. Правильно нанесенная охлаждающая жидкость также удаляет стружку и мусор, предотвращая появление царапин и повреждений поверхности. Регулярное техническое обслуживание системы охлаждения гарантирует ее эффективную работу во время длительных операций резки.
Контроль вибрации и устойчивость машины
Вибрация во время резки — еще один важный фактор, который может вызвать деформацию заготовки. Жесткая конструкция машины, устойчивое основание и сбалансированное натяжение лезвий снижают вибрацию. Двухколонные ленточные пилорамные станки оснащены двухколонной опорой для увеличения жесткости и уменьшения отклонения полотна. Дополнительные механизмы демпфирования или вибропоглощающие материалы могут дополнительно защитить деликатные детали от нежелательного движения. Правильное выравнивание направляющих полотна также способствует снижению ошибок, вызванных вибрацией.
Предотвращение деформации заготовки при резке на двухстоечном ленточнопильном заводе требует комплексного подхода. Правильный зажим, выбор лезвия, контролируемая скорость подачи, эффективное охлаждение и контроль вибрации — все это способствует сохранению целостности материала. Понимая эти факторы и применяя методы, производители могут обеспечить точность, сократить отходы материалов и поддерживать высокое качество результатов. Пристальное внимание к этим элементам позволяет выполнять тяжелую и точную резку без ущерба для формы или поверхности заготовки.

КОНТАКТ
Связаться
сопутствующие товары





Zhejiang Hujin Machine Tool Co., Ltd. is a professional manufacturer specializing in the production of "Hurein" series hydraulic presses, band saws and milling machines.
Контактная информация
телефон: +86-18805885558
+86-13395785558
Email: hujin@chinahujin.cn
Add: № 300, Xingda Road, промышленный парк Цзиньсю, город Хужен, округ Цзиньюнь, провинция Чжэцзян, Китай 321404
Мобильный сайт
© 2023 Zhejiang Hujin Machine Tool Co., Ltd.
